|
|
snipe
Jun 13, 2008 14:34:21 GMT
Post by tusses on Jun 13, 2008 14:34:21 GMT
on a thicknesser
is it just a fact that you get it ? or is it technique ?
I have seen and read a few times on tutorials and online blogs like the wood whisperer etc, to make the stock longer so that you can cut the snipe off if you get some.
I have just about got the hang of not getting any by taking very fine cuts - but then it takes longer to thickness.
It can happen on infeed or outfeed as it comes on / off the roller. I have adjusted the in and outfeed tables and it has improved somewhat.
so - is it just a fact of thicknessing and put up with it - or should I be able to get guaranteed snipe free passes every time ?
|
|
|
|
snipe
Jun 13, 2008 19:34:36 GMT
Post by jfc on Jun 13, 2008 19:34:36 GMT
I could be totally wrong but here is my 2p worth .
When you feed the timber in the infeed roller pushes the timber down untill it hits the cutter where it levels out causing snipe , the same on the out feed . I'm sure i was taught to put extra weight on the timber as i fed it in and out of the PT but this was on an industrial machine not a modern alley one where doing this could damage the bed . On a cheap PT like mine i dont think you can get rid of snipe so you just need to allow for it . I buy my timber PAR so the PT is just there to get me out of trouble , if i where to prep my own i wouldnt be using a cheap PT .
|
|
|
|
snipe
Jun 13, 2008 20:54:48 GMT
Post by jonnyd on Jun 13, 2008 20:54:48 GMT
I agree with what jfc has said also having sharp and properly set blades in the machine helps to reduce snipe. Even using these techniques doesnt always stop snipe entirely and i usually allow a little extra length just in case or feed the timber through the sander afterwards.
jon
|
|
|
|
snipe
Jun 13, 2008 21:04:24 GMT
Post by engineerone on Jun 13, 2008 21:04:24 GMT
on my small machine i find a lot is to do with the workpiece length. so far i am quite lucky in not getting snipe to often on the planing part, but it seems to happen more on the thicknesser because the bed is shorter. i agree with jason and jay about making allowances, the other thing to consider is a sledge, ie a lower piece which the workpiece sits on and that supports it and ensures that it does not tip either entering nor leaving the thicknesser. it also helps to have an outfeed support to keep the workpiece parallel with the floor of the machine. the thing is to stop the wood springing up after it leaves the rollers. paul  |
|
|
|
snipe
Jun 13, 2008 22:07:21 GMT
Post by nickw on Jun 13, 2008 22:07:21 GMT
I'm kind of reluctant to add my 2 penn'orth here given the current discussions about hand planes but...
The infeed and outfeed rollers on your typical planer are spring loaded. As a piece of timber goes under the first roller the weight of the tail end of the plank acts as a lever against the edge of the bed, lifting the roller higher than is necessary just to allow the plank through. This results in the leading edge to being presented to the cutter block higher than it would be if the plank were flat against the bed. Extra timber is removed until the leading edge of the plank passes under the second roller, the spring of which is usually strong enough to force the plank flat onto the bed. The longer the plank is, the greater the levering effect and the worse the amount of snipe. To reduce the effect you should try to support the tail end of the plank so that it remains parallel to the bed; do not press down on it, that will only make matters worse. The same goes (but the other way round) for the outfeed end.
|
|
|
|
snipe
Jun 15, 2008 19:08:30 GMT
Post by Scrit on Jun 15, 2008 19:08:30 GMT
It's a fact......... All that varies is the extent, although it can be mitigated by continues through feeding (chain feeding). Unfortunately that requires an assistant..... I've heard people who say they never get it and engineers who say they can adjust it out, but for joinery sizes in particular you are asking a lot of a spring-loaded roller and pressure bar to hold maybe a 12 ft long piece of 10 x 3in material without it dropping (and you getting snipe) so joinery shops tend to either trim the ends off or use them for tenons. If you look at the internal workings of a thicknesser it is easy to work out what is happening: 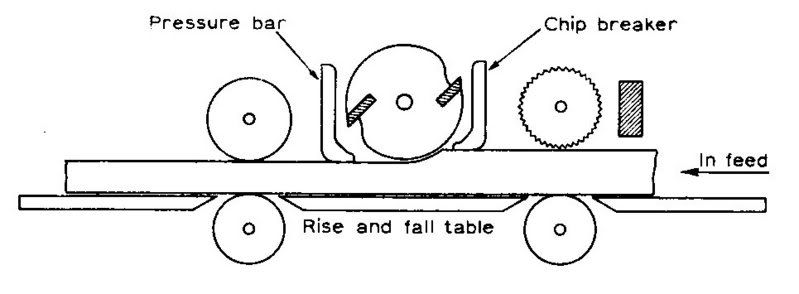 Scrit |
|
|
|
snipe
Jun 15, 2008 19:53:50 GMT
Post by tusses on Jun 15, 2008 19:53:50 GMT
all very interesting - thanks !
I guess my problem is (mostly) that I dont have a cast iron bed then.
Even on short peices 2' of say 6 x 3/4, if I try to take off too much I get a big chunk as it comes off the infeed roller. So I guess the bed is flexing and pushing the wood up into the cutter when the down force of the roller is no longer there.
I will have to have a look at beefing up the base .
My thicknesser is the Delta 12" (same one as Norm ) with a pressed base (I think- will look tomorrow) and in/out feeds .
The motor/cutter does the rise and fall - so I may be able to work with the base, as it is fixed.
|
|
|
|
snipe
Jun 15, 2008 23:15:13 GMT
Post by dirtydeeds on Jun 15, 2008 23:15:13 GMT
cast iron feed beds do NOT eliminate snipe, they only reduce it
my portable makita thicknesser (pressed steel bed) has a snipe of about 100mm at both ends
my shop thicknesser has a snipe of about 80mm at both ends
if you are machining timber you should always automatically allow for this, it is called waste
|
|
|
|
snipe
Jun 15, 2008 23:37:10 GMT
Post by engineerone on Jun 15, 2008 23:37:10 GMT
it's daft when you think about it that when you buy a pt. you get a long top surface, giving lots of room to move the wood over the top of the blades. whereas, going through the thicknesser, the bed is very short, meaning that there is more leverage on the wood before it gets to the blades. so maybe that would be a good reason to have a sledge. paul |
|
|
|
snipe
Jun 16, 2008 7:47:08 GMT
Post by misterfish on Jun 16, 2008 7:47:08 GMT
Surely 'all' you need is a decent infeed and outfeed table to support the workpiece at all times going through the thicknesser. I seem to remember that Norm has at least an outfeed table he uses with his thicknesser and NYW seems to be a snipe-free zone (at least it's never mentioned).
Misterfish
|
|
|
|
snipe
Jun 16, 2008 10:20:50 GMT
Post by engineerone on Jun 16, 2008 10:20:50 GMT
fish, that is the whole point, almost all thicknessers available on the amateur market have very short tables.  as for norm it is tv ;D paul |
|
|
|
snipe
Jun 16, 2008 20:57:50 GMT
Post by mailee on Jun 16, 2008 20:57:50 GMT
I used to have a P/T like the Makita type (benchtop) and used to get terrible snipe, it was a cheapo one I may add. I read that I could improve this by making a false bed to feed the timber onto. I used a length of three foot laminated MDF with two stops below which fitted over the bed of the thicknesser to stop it moving. It reduces the height of timber you can thickness but it almost removed the snipe altogether. As has been mentioned it is all to do with the rollers trying to hold down the timber as it enters and exits the cutter and on the cheaper versions of these thicknessers any movement on the rise and fall rods excentuates this which is what my problem was on my cheapo machine. De Walt have a lock on the pillars to stop this but still get a little snipe. I have now gone for a floor standing machine with a longer bed and with a little support the snipe is reduced to acceptable levels of maybe half an inch each end, I can live with this and allow for it in my measurements now. HTH. |
|
|
|
snipe
Jun 16, 2008 22:47:41 GMT
Post by jfc on Jun 16, 2008 22:47:41 GMT
;D
|
|
|
|
snipe
Jun 19, 2008 18:45:04 GMT
Post by Scrit on Jun 19, 2008 18:45:04 GMT
I guess my problem is (mostly) that I dont have a cast iron bed then. A cast iron bed makes bugger all difference. The main issue is support of the workpiece and the design of the bed itself. Many years ago there was an article in FWW about a guy who's "de-sniped" his cheap and cheerful Delta "lunchbox" thicknesser by building a 10 ft long table which went through the machine itself using MFC. The downside was that this approach will only work with a machine where thickness adjustment is made by raising or lowering the head. On conventional thicknessers the "cure" is effected in the main by increasing pressure bar/feed roller pressures and by giving extra support to the work at both infeed and outfeed sides of the machine. If the machine has bed rollers (as many industrial machines have) these need to be lowered and it may be necessary to make and insert an auxilliary bed through the machine to bridge any resulting gaps. The difficulty is in obtaining sufficiently robust roller stands (people such as Wadkin, etc used to make cast iron ones) and the pain of having to adjust the height of the stands for each and every cut (because thickness is normally adjusted by winding the bed of the thicknesser up and down). So, if you are thicknessing 12 foot length of 12 x 3in pine it's often easier (not to mention faster - and time is money for the trade) to accept that you'll loose 4in off each end of a piece like that rather than waste 3 to 4 minutes for every cut. Incidentally Felder make cast iron table extensions for use on thicknessers as well as selling the Aigner aluminium extensions. The long ally extensions have support feet which need to be adjusted for each and every cut - just like roller stands. Joinery machines are often set-up with the infeed pressure feed bar about 1/8in above the cutter whilst cabinetmaking machines (i.e. those used for hardwoods) are often set with only 1/16th difference in height. This reduced height also improves the snipe situation, albeit at the cost of not being able to take such a large cut on each pass. One point worth making is that if you set-up a machine without snip on maple, that you'll probably get completely different results on pine......... So my feeling is that in commercial work dealing with a variety of timber species and sizes that snipe is commercially unavoidable whilst in the home workshop dealing with short pieces of small section timber with similar hardness and grain that you won't necessarily experience much snipe if the machine is set-up just right. Which is probably few pro woodworkers believe amateurs (or machinery engineers) when they say snipe is curable (or that they don't get any) so maybe that would be a good reason to have a sledge. Ah, but how then would the feed rollers work? If they can't do their job properly the result, uneven feed rate, would be unacceptable. Scrit |
|
|
|
snipe
Jun 19, 2008 20:16:16 GMT
Post by tusses on Jun 19, 2008 20:16:16 GMT
Again - thank you Scrit  I have till now, cut my stock to length to make it easier to handle through the thicknesser and try my best to get as little snipe as possible. Today I thicknessed 1st before cutting to length - work flowed much faster |
|
|
|
snipe
Jun 19, 2008 21:14:52 GMT
Post by engineerone on Jun 19, 2008 21:14:52 GMT
oh scrit, you mean that my mafell is the only machine which has feed rollers on the top as it were. on my little machine, the feed rollers are in line with the lower edge of the blades. paul |
|
|
|
snipe
Jun 19, 2008 21:17:48 GMT
Post by Scrit on Jun 19, 2008 21:17:48 GMT
Well, there is a traditional flow for breaking down and initial sizing which is the other way around, namely:
Cross-cut -> rip cut -> face off (face plane) -> edge plane (edge joint) -> thickness -> edge thickness OR edge rip then edge joint -> setting-out bench
after which all the joint cutting, edge profiling, etc occurs.
It is generally much easier to cross cut to approximate length before anything else simply because it's physically much easier to joint and thickness a 4ft board than a 10ft one and the wastage is probably going to be much less.
Scrit
|
|
|
|
snipe
Jun 19, 2008 21:33:36 GMT
Post by Scrit on Jun 19, 2008 21:33:36 GMT
oh scrit, you mean that my mafell is the only machine which has feed rollers on the top as it were. Not really, Paul. Almost every machine has the powered feed rollers at the top rather than beneath. The exceptions I can think of are the Japanese overhead jointer type of thicknesser (often referred to as a finish planer), such as the Japanese Marunaka: Webshot.jpg) which often have an underneath belt feed......... Industrial machines often have bed rollers as well to facilitate high-speed thicknessing and to allow the thicknessing of green timbers (which obviously won't slide so well on a cast iron bed). What I thought was that you were trying to suggest that the timber be fed through on a moving sled. This doesn't work as a rule because the workpiece and sled often end up travelling at different rates through the machine and separate unless the workpiece is secured in some way to the sled (which in turn is potentially hazardous to the cutters). I've used that technique for thicknessing very short pieces of expensive offcuts, but there's a heck of a risk of the piece exploding, same as there is when you try to thickness below 3mm or so. Scrit |
|
|
|
snipe
Jun 19, 2008 22:19:31 GMT
Post by engineerone on Jun 19, 2008 22:19:31 GMT
thanks for the explanation, now again i understand more. all i need now is a cure to break out on cherry ;D ;D whilst i am re sizing it  not sure i can use my scraper for 1/8th of planing  paul |
|
|
|
snipe
Jun 19, 2008 22:43:37 GMT
Post by tusses on Jun 19, 2008 22:43:37 GMT
drum sander ? ;D
|
|
|
|
snipe
Jun 20, 2008 20:34:39 GMT
Post by Scrit on Jun 20, 2008 20:34:39 GMT
all i need now is a cure to break out on cherry ;D ;D New cutters? On a wider machine I'd suggest feeding through at an angle to the direction of feed as that can sometimes helo. Another trick is to wipe the surface with a damp sponge just before thicknessing - one very quick pass with a damp sponge then machine straight away. It helps cure break-out on timbers like birds eye maple so might help you a bit Scrit |
|
|
|
snipe
Jun 20, 2008 20:36:38 GMT
Post by engineerone on Jun 20, 2008 20:36:38 GMT
thanks again, will try that, but it also happens when i hand plane  paul |
|
|
|
snipe
Jun 20, 2008 22:26:48 GMT
Post by Scrit on Jun 20, 2008 22:26:48 GMT
thanks again, will try that, but it also happens when i hand plane In which case you could try putting a back bevel on the iron to increase it's angle of attack. A 5 degree bevel would give you a 50 degree angle of attack (middle pitch) which might well do the trick. Back bevels can be applied to conventional steel cutters (which are generally 3 to 4mm thick) in planers and thicknessers to achieve the same result. I'd also try closing-up the mouth of the plane as well. If that doesn't work they you need to invest in either a low angle plane with a high angle blade (e.g. Veritas bevel-up smoother with 37 degree blade) or a high angle plane such as the Primus reform wooden smoothing plane. Again mouth opening has it's effect. Scrit |
|
|
|
snipe
Jun 20, 2008 22:56:40 GMT
Post by engineerone on Jun 20, 2008 22:56:40 GMT
interesting thoughts my friend, i have a pair of ln bu's but with standard blades so as you say 37 degrees. but i will try changing the mouth opening. paul |
|
|
|
snipe
Jun 22, 2008 15:20:51 GMT
Post by Scrit on Jun 22, 2008 15:20:51 GMT
Errr....... 37 degree blade on 12 degree bed = 49 degrees. Thought the standard blade was 25 or 30 degrees
Scrit
|
|











